Сообщество — Wiki
Дефекты 3D печати на фотополимерных 3D принтерах SLA и DLP. Причины и решение проблем
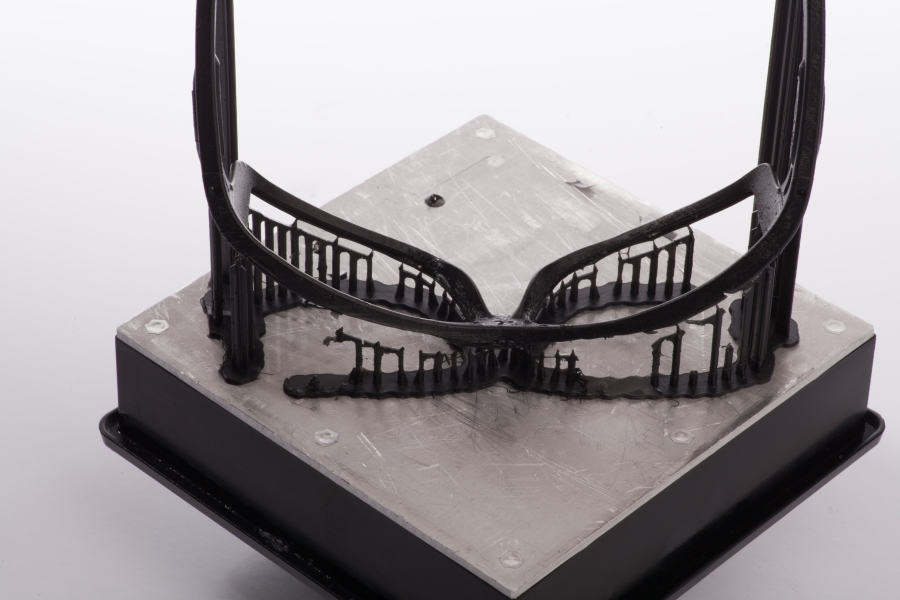
Во время 3D печати на SLA и DLP 3D принтерах могут возникнуть разные дефекты на готовых отпечатках. В этой статье разберемся, как возникают проблемы и как их устранить.
Строительные 3D принтеры, технология 3D печати домов
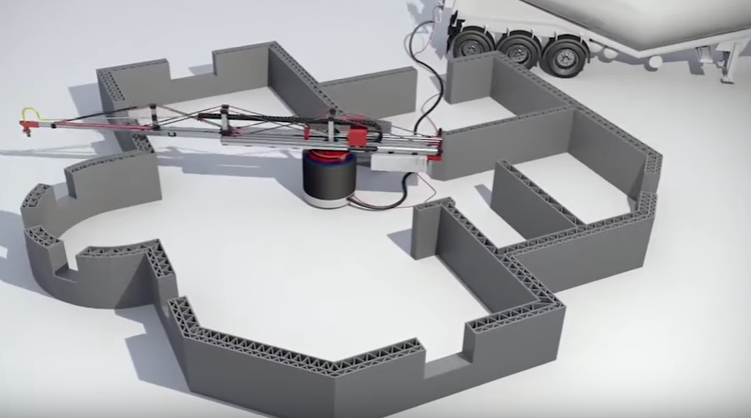
3d печать постепенно входит во все сферы нашей жизни. В Москве напечатали на строительном 3d принтере жилой дом площадью 38 км.м за 20 часов. Материал применяемый для строительной 3d печати — цементная смесь с добавками фибры (полимерное, стеклянное, полиэфирное волокно), так же в разработке полимер бетон. В этой статье подробно рассмотрим как работают строительные 3d принтеры, программы для 3d печати при возведении домов, различных зданий и сооружений.
DLP vs SLA 3d принтеры. Отличия, плюсы и минусы - технологии 3d печати
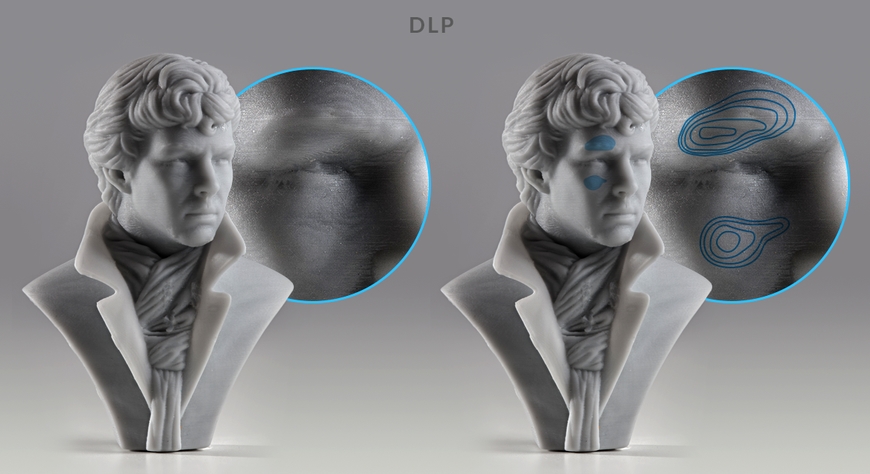
Технологии стереолитографии (SLA) и цифровой обработки светом проектора (DLP) или LCD дисплея очень похожи, но имеют некоторые отличия.
Подбираем диаметр сопла 3d принтера. Сравнение 0,35 мм и 0,4 мм

Рассмотрим как различается работа 3d принтера при применении сопел разных диаметров. Какие плюсы и минусы.
Что такое gcode. Учимся читать и редактировать. Принципы формирования кадров, команды и функции.
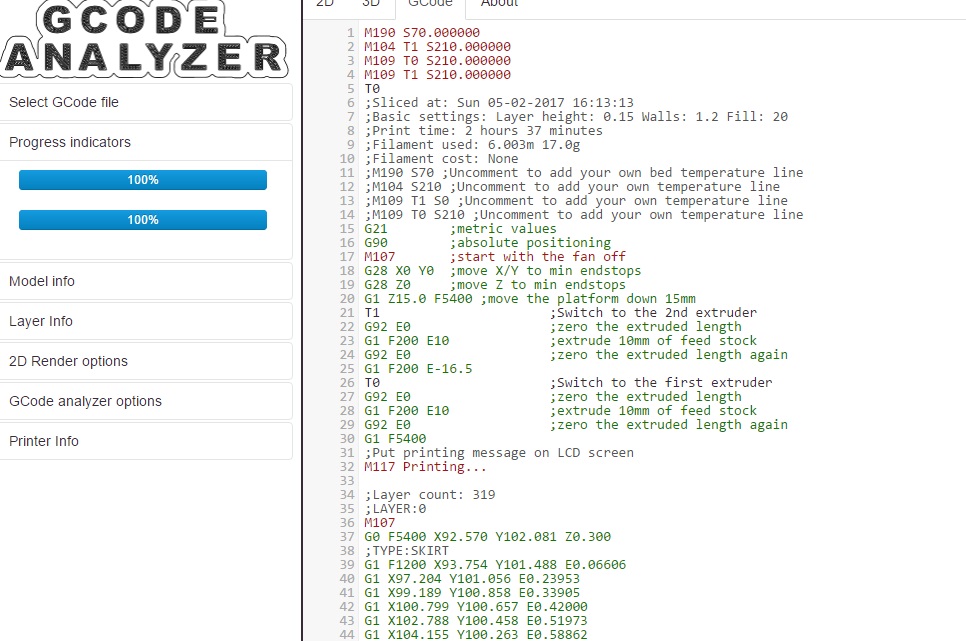
В этой статье разберем что представляет из себя Gcode для 3d принтеров. Детально рассмотрим структуру, виды команд, принцип формирования кадров.
3D принтер остановился. Как продолжить 3D печать. Универсальный и бесплатный способ
Может случиться такая ситуация, по каким-либо причина ваш 3d принтер прервал 3d печать — это может случиться например по причине отключения электроэнергии и различных сбоев в работе, а так же может засориться сопло экструдера, отклеиться к-л слой, и любый другие случаи когда 3d печать продолжается не корректно, т.е. нормально напечатано только часть 3d модели. Когда 3d печать продолжалась 10-15 мин. то не жалко начать все сначала, но в том случае если печатали несколько часов, вы попадаете в неприятную ситуацию. Пока что в современных 3d принтерах нет функции продолжить печать с к-л. места, придется все делать самостоятельно.
Этим же методом можно печатать деталь одним экструдером, разным материалом и цветом пластика, предварительно сделав вручную Gcode для необходимых частей модели, сменяя нить в процессе печати.
15 инструментов в помощь для 3d печати

В этой статье разберем какие инструменты должен иметь в свое распоряжении любой 3d мейкер.
Sculpteo о 3d печати из нержавеющей стали 316L методом лазерного спекания (DLMS)
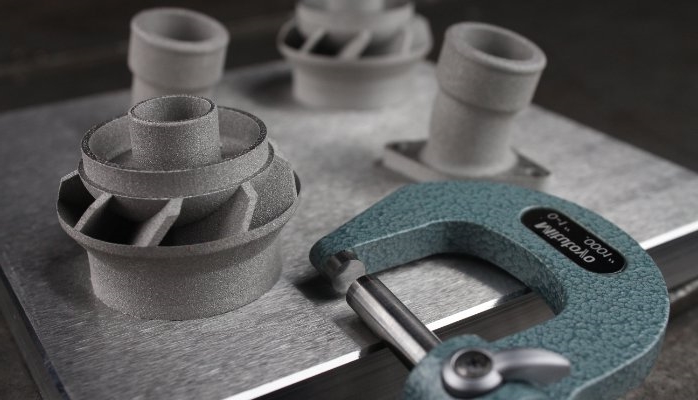
В этой статье разберем основные моменты связанные с физико-механическими свойствами изделий из нержавеющей стали марки 316L, а так же сфер применения.
Как уменьшить размер .stl и .obj файлов 3D Модели. Что из себя представляют .stl и .obj файлы.
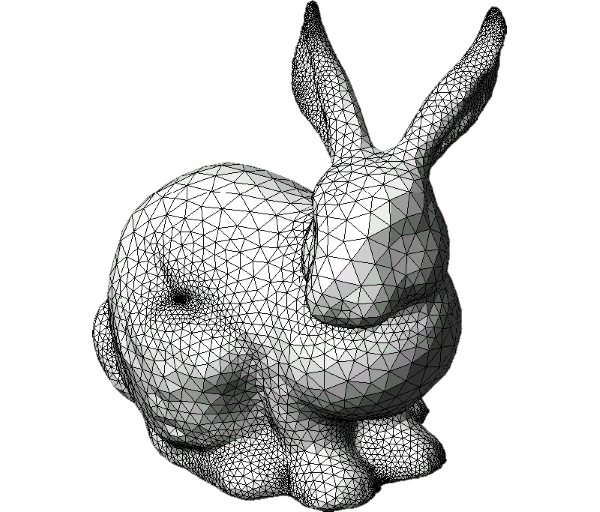
3D-файлы могут быть очень тяжелыми. Это может быть проблемой при попытке загрузить 3D-файлы на веб-сайты, как getfab.ru или при попытке поделиться ими со своими коллегами и друзьями. В этой статье мы рассмотрим то, как вы можете уменьшить размер ваших файлов 3D моделей и к какому уровню детализации вы должны стремиться, чтобы получить 3D-печать высокого качества.
VariSlice от Autodesk улучшение качества поверхности напечатанной 3d модели методом оптимизации толщины слоя
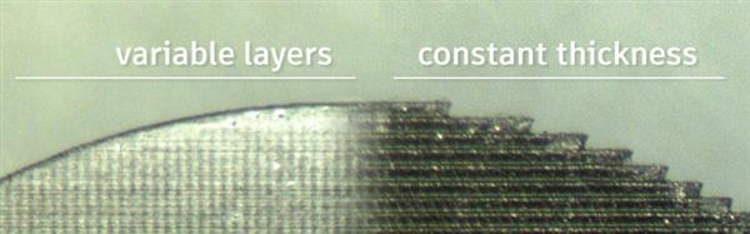
Алгоритм который заложен в VariSlice формирует слои таким образом, что бы оптимизировать их под геометрические размеры модели. Смысл заключается в том что вертикальные ровные стенки печатаются с максимальной высотой слоя, а сферические и те которые под углом с минимальной. При этом программа анализирует угол наклона грани или касательной к горизонтали и чем он меньше тем меньше толщина слоя. Скорость то же подбирается определенным образом, в зависимости от температуры, материала и толщины слоя.
Улучшение адгезии (прилипания) стола 3D принтера c первым слоем 3D модели

Основной и очень распространенной проблемой в настольной 3D-печати является обеспечение качественного адгезионного взаимодействия нижних слоев воспроизводимой модели с печатной платформой 3d принтера. Последствиями неудовлетворительной адгезии может являться: деламинация нижних слоев объекта, его сдвиг на платформе в процессе печати, отслаивание углов и к-л. частей отпечатка, искажение геометрических размеров. Это может стать критическим моментом при печати и если отсутствует хорошее сцепление основания модели с платформой 3d принтера, в большинстве случае процесс придется начинать заново, так что всегда тщательно контролируйте начало печати.
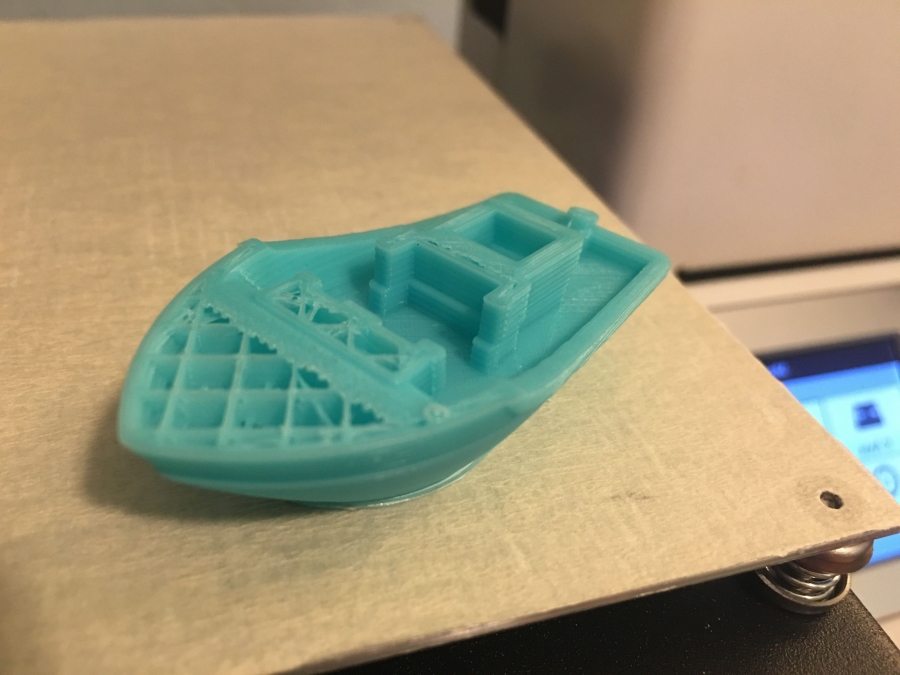
Постобработка 3D моделей распечатанных на 3D принтере

При всех достоинствах FMD 3d печати существует одна проблема, с которой сталкиваются практически все пользователи таких 3d принтеров — ребристость внешних поверхностей. Эта неприятная особенность объясняется самой технологией 3d печати, когда модель формируется нанесением слоев пластика, последовательно, один на другой. Даже если максимально уменьшить толщину слоя, избавиться от ребристости внешней поверхности все равно не возможно.
К счастью есть несколько методов обработки поверхности, такие как механическая, воздействие высокой температурой, химическая или покрытие поверхности шпатлевкой с последующей механообработкой. Некоторые из них рассмотрим в этой статье.